全国销售咨询热线:0750-5656355

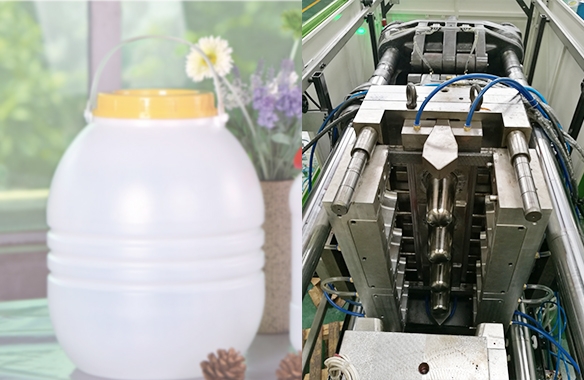
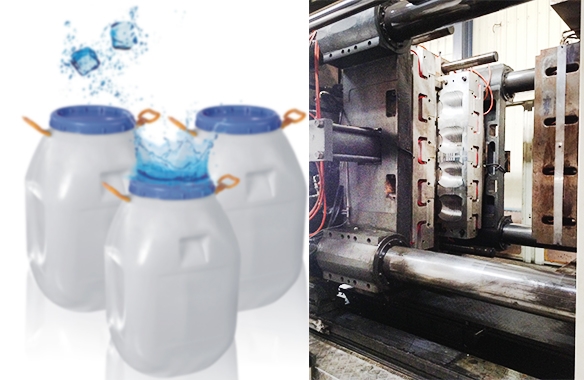
台山市俊华塑料模具有限公司
手机:13702708791(黄总)
13712357500(刘生)
电话:0750-5656355
传真:0750-5676739
邮箱:juny8134@126.com
地址:广东省台山市台城镇新荻路100号
网址:www.junhuamoju.com
一、注塑机又开不了模了,有压力,有速度,有油到油缸,压力120kg,为什么老是经常开不了模?
1 是不是开锁模油缸油封损坏了
2 是不是锁模机构机械部分卡住了
3 检查一下开模阀;看看是不是阀芯不到位
4 速度和压力,位置参数恰当吗?
5 是不是开模位置已到.看画面检查电子尺或开模停行程开关.
6 如果时常出现这种问题,首先要检查油路部分,但机械部分更要着重检查,看有没有连杆磨损或者不平稳等情况出现
二、手动开模时正常.但在半/全自动时,当开模到设定位置时稍停而不终止,随即再显示慢速.快速所设定的P,F值.至使开模超程无法生产.
初步排除:
①P,F设置过大;也不存在开模惯性的问题.
②电子尺更换过.
③程序检测正常。
1 开模背压没有设置或与此有关的油路故障。
2 开模快慢速位置转换点设定不合理
3 开模电磁阀阀芯检查
4 P.Q阀检查,阀芯移动是否线性
5 电脑输出是否有讯号停止滞后现像
6 开模压力,流量设置太大
三、有一台海天240机,服役不到十年.一年多以前因为经常不开模,曾经换过全套机铰.后来这台机又锁上模后打不开,需要用人力敲开.然后我们又把机铰钢套整套换了,可是并没彻底解决问题,还是老毛病经常复发具体情况:
1.锁模到低压保护位置时,两根十字架导杆有被往上抬的迹象,开模时有被往下压的迹象,开不了模的原因正是十字架过不了那个※点,所以一敲就等于加了一点外力模就开了;
2.已经采取过的措施:除了换过机铰钢套外,换过十字架铜套,怀疑哥林柱不平衡就又调整了平衡,但故障依旧!
1 十字头2根导杆换掉! 怀疑变型
2 可以调节一移动板的垫脚,将移动板调高一点机器使用过久, 磨损等原因导至移动板下沉。
3 确认是由于首次拆换机铰钢套时各道工序没 按原位恢复,出现装配误差,导致上下曲臂不 一致引起该故障.应列为公司的淘汰机之列。
4 停机时千万不能高压锁模。

 在线咨询
在线咨询